交流防爆电动机装配
中小型交流防爆电动机的装配主要是指定子组件装配、转子组件装配和总成装配(包括附属零部件装配)。这些装配都必须符合产品设计的技术要求,从而才能够保证防爆电机的整体质量。
1。交流防爆电动机装配技术要求
(1)装配技术要求
在防爆电机设计时,设计人员应该对防爆电机装配提出一些技术要求,使防爆电机成品达到设计质量要求。通常情况下,对中小型交流防爆电动机的装配技术要求如下:
①径向、轴向装配精度必须符合要求。
②机座与端盖止口接触面不得存在划痕、碰伤。
③外风扇及挡风板、风扇罩装配正确,之间间隙符合要求。
④轴承润滑良好,运转灵活,无杂声。
⑤转子装入定子时不得有磕碰、刮擦。
⑥防爆电机内不得有杂物。
⑦绕组接线正确无误。
⑧防爆电机运行平稳,噪声、振动小,温升符合要求。
(2)装配工艺规程
为保证防爆电机的装配符合装配技术要求,在装配前工艺人员应该编制装配工艺规程。这是一项不可或缺的装配实施步骤。
装配工艺规程编制的步骤和方法请参见第7章第7.3.2节相关内容。
2.交流防爆电动机装配工艺
(1)定子组件装配
由前述可知,交流防爆电动机的定子铁心压装有两种方式:内压装和外压装。当采用内压装时。定子铁心已经压装在机座内,定子绕组的嵌装在机座内部完成;而当采用外压装时,定子绕组的嵌装在机座外部完成。因此,这里所说的定子组件装配,主要是指将在铁心外压装时定子绕组组件(铁心+绕组+浸渍)装入机座内成为防爆电机的完整定子的装配。
中小型交流防爆电动机定子铁心通常采用外压装工艺。因而,定子组件装配工艺的工艺要点如下:
①机座放置在压装工装的底盘止口上,底盘的竖轴起导向作用,如图8.17所示。
②将经过浸渍的定子绕组组件压入机座。在压入机座时,要保证定子铁心中心线与机座止口中心线同轴,且铁心端面与止口外圆面垂直,两者之间的距离符合施工图样要求。这种“同轴”通常使用压装胎具保证;控制压盘的相关尺寸可以保证铁心的正确位置。
③压装后,还要装上制动螺钉,使定子铁心牢固地固定在机座内。
(2)转子组件装配
交流防爆电动机转子组件装配主要是在转子轴上装配轴承。大家已经知道,笼型转子已经经过精加工,并经过静/动平衡校正处理。这样的转子再在轴上套上轴承,便于总装合成。
1)轴承装配结构
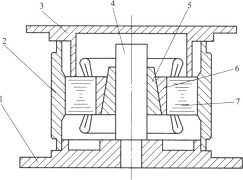
图17定子组件外压装工艺示意图 1-底盘;2-机座;3-压盘;4-竖轴;5-心轴;6-胀圈;7-定子绕组组件
由于中小型交流防爆电动机的气隙较小,通常选配滚动轴承,因为这种轴承的径向间隙小,此外,润滑脂的消耗量也小,通常运行过程中也不需要经常维护。
选配滚动轴承的依据主要是它承受的载荷。在卧式防爆电机中,中心高在H160mm及以下者,两端均选择单列向心球轴承;中心高在H180一H280mm者,轴伸端选配单列外圈无挡边圆柱滚子轴承,非轴伸端选配球轴承。
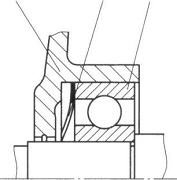
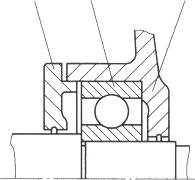
滚动轴承必须设置保护装置(轴承室),供存储润滑脂和防止灰尘杂物渗入。中小型交流防爆电动机的轴承装配结构有3种形式,如图18所示。
a) b) c
图18 中小型交流防爆电动机轴承装配结构形式示意图
a)有弹簧片无轴承内盖(轴伸端) b)只有轴承内盖(非轴伸端) c)既有轴承内盏又有轴承外壳
1-前端盖2-弹簧片3-滚珠轴承4-轴承内盖5-后端盖 6-轴承外盖7-端盖8-滚柱轴承
通常情况下,交流防爆电动机轴承的装配结构,Y(B、A)系列中心高H132mm及以下者,常采用图18a、b所示形式;Y(B、A)系列中心高H160—280mm者,常采用图18e所示形式。
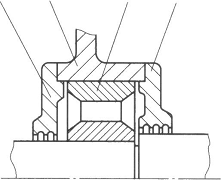
在实际工程应用中,对于中小型隔爆型交流防爆电动机的某些型号,轴伸端轴承在轴上的装配结构形式如图19a所示;对于中小型增安型交流防爆电动机的某些型号,轴伸端轴承在轴上的装配结构形式如图19b所示。
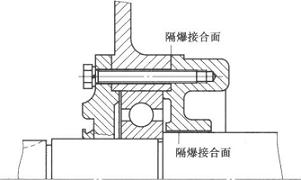
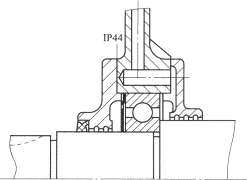
图19某些型号中小型防爆型交流防爆电动机轴伸端轴承装配形式示例
a)隔爆型结构 b)增安型结构
2)轴承装配工艺
轴承装配有两种方法:热套和冷套,通常采用热套。轴承热套装配工艺过程如下:
①轴承清洗
将轴承放入温度为70~80℃的变压器油中加热约20min,待附在它上面的防锈油脂全部溶去后取出,荐分两次分别放入汽油中清洗,然后用压缩空气吹干。
清洗后的轴承必须保持清洁。
②轴承加热
将清洗后的轴承放人温度为80~100℃(不超过100℃)的变压器油中加热10-15min。
在加热时,轴承放置在支架上没入油中。这样,轴承不接触加热容器任何部位,不致于局部过热。
③轴承装配
·在装配前,首先清理干净轴颈部分,再把事先清理干净并涂覆润滑脂的轴承内盖套在轴上。
·在热套时,把轴承内圈沿着轴一直推压到轴颈。如有困难,查明原因。推压轴承时,可以使用套筒顶住轴承内圈,用小锤轻敲套筒,直至轴颈正确位置。
·在热套后,用压缩空气吹去轴承及附近残留的变压器油,然后向轴承内、外圈里注入清洁的润滑脂。
润滑脂的注人数量要适当,2极防爆电机为轴承内腔容积的1/3—1/2,其他极防爆电机约为2/3;过多时会引起轴承发热或漏油,过少时会加快轴承磨损和运行时噪声过大。
(3)总成装配
中小型交流防爆电动机的总成装配包括转子套人定子,安装端盖(包括轴承外盖)、外风扇、接线盒和附属零件(例如铭牌、接地标牌、相序标志牌、使用说明牌、警告牌等),以及外观涂覆等。
总成装配工艺过程如下:
1)转子套入定子
将转子套入定子时,首先使用压缩空气吹干净转子和定子,不得有异物,然后根据转子重量大小可以使用专门的吊具将转子缓缓地推人定子内。常用的简单吊具如图8.20所示。
在吊装套入过程中,作业人员必须十分小心,不得使转子与定子碰撞,不得刮擦有关部位的绝缘层。
2)端盖安装
端盖安装可以按照以下步骤进行:
①先装非轴伸端,后装轴伸端。安装前应该检查工件的完整性(尤其是铸件),清理配合面,并涂覆防锈油脂,对于防爆防爆电机,应该涂覆204.1型防锈油。
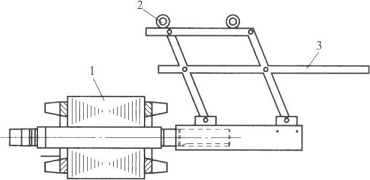
图20转子吊装装备示意图1-转子2-吊环3-操纵手柄
②校正气隙。调整端盖位置,用塞尺分别在转子一定子气隙圆周的120。方向上检测气隙是否符合设计要求。
③在气隙符合要求后,将端盖推入止口,固定端盖螺钉。在端盖推人止口和螺钉紧固过程中,必须在对称方向上轮换地敲击端盖和紧固螺钉。对于铸件,敲击锤应该使用木制的,且用力不要过大。
④端盖固定后,安装轴承外盖。
⑤安装后,转动轴,检查转动状态,应该灵活、无杂声。
3)外风扇安装
外风扇安装时应注意以下几点:
①锁紧挡圈。
②检查并调整风扇与邻近结构件的间隙。
③固定风扇罩。
4)接线盒安装
接线盒安装时应该注意电缆引入装置进口位置。
在无特殊要求的情况下,电缆引入装置进口,从轴伸端看,应该处于防爆电机的右侧。
5)附属零件安装
通常情况下,附属零件,例如铭牌、标志牌、警告牌等的安装应该使用铆钉铆固在防爆电机的壳体上。对于防爆防爆电机,铆钉应该是铜质的,而且铆钉孔深度应该符合相应要求。
原则上,附属零件的安装不应该使用粘结剂粘接固定。
装配完整的防爆电机应该进行表观涂覆。
交流防爆电动机的型式试验和例行试验,请按照有关产品技术文件执行,这里不再赘述。