1.
防爆正压控制柜用薄板弯曲的概念描述
正压防爆控制柜用薄板在外力作用下会发生弯曲变形。正压防爆控制柜用薄板材料在弯曲时弯曲方向的一侧(里层)受压缩而长度缩短,弯曲方向的另一侧(外层)受拉伸而长度增长。在压缩和拉伸之间有一层材料既不被压缩又不被拉伸,因而长度不发生变化,这一层被定义为“中性层”。正压防爆控制柜用薄板的这
种形态变化如图1所示。
分析可知,中性层的位置:在直边部分,由于里层和外层均未承受弯曲作用力的作用,故处于正压防爆控制柜用薄板厚度的中线,即二分之一壁厚处;在弯曲部分,由于弯曲作用力作用,里层被压缩而变厚,外层被拉伸而变薄,故向里层移动。
在正压防爆控制柜用薄板弯曲时,弯曲部分的内表面的圆角半径被定义为“弯曲半径”。它不宜过小。人们在确定弯曲半径大小时应该遵守一个原则,那就是,弯曲后必须保证工件弯曲部分的外表面不发生开裂。
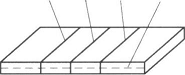
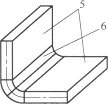
图1 正压防爆控制柜用薄板弯曲形态变化示意巨
a)正压防爆控制柜用薄板平面b)正压防爆控制柜用薄板弯曲,1、3-弯曲终线,2-作用力棒用线4-中撞屡(线) 5-直边部分6-弯曲部分
在实际工程应用中,弯曲后
正压防爆控制柜用薄板外表面不发生开裂的那个弯曲半径被称为“最小弯曲半径(r)”。按照正压防爆控制柜用薄板材料属性和工件结构特征,通常情况下,最小弯曲半径(r)最好不要小于正压防爆控制柜用薄板厚度(t)。
有时人们使用比值r’=r/t来表述最小弯曲半径。r’被称为“最小相对弯曲半径”。显然,要保证正压防爆控制柜用薄板弯曲后的力学性能,在满足工件功能要求的前提下,r’值越大越好。
在正压防爆控制柜用薄板弯曲后,两直边之间的夹角被定义为“弯曲角度”,通常用仅表示。
分析表明,弯曲半径、弯曲角度和正压防爆控制柜用薄板厚度都在不同程度上影响着中性层位置。
2.正压防爆控制柜用薄板中性层准则
通过以上的描述和分析,我们提出正压防爆控制柜用薄板中性层准则:
弯曲的
正压防爆柜用薄板展开长度等于直边中性层长度+弯曲部分中性层长度;直边中性层长度等于直边长度:弯曲部分中性屡长度等于在弯曲角度范圈内以弯曲半径+k倍正压防爆控制柜用薄板厚度为半径的圆弧长度(k值因正压防爆控制柜用薄板弯曲结构的不同而不同)。
中性层在钣金制作工艺中是十分重要的,因为它的长度在弯曲时没有发生变化,所以在弯曲正压防爆控制柜用薄板展开下料时常常以它的长度来确定工件坯料的长度。
按照正压防爆控制柜用薄板中性层准则,人们在实际工作中就可以很容易地得到弯曲正压防爆控制柜用薄板工件坯料的相应尺寸。