防爆正压柜的静电喷塑的工艺和质量检验
防爆正压柜的静电喷塑是金属结构件绝缘处理和防锈处理的一种方法;在防爆电气设备应用中,主要是对特殊防爆型蓄电池电源装置钢板焊接的金属箱体进行绝缘处理的。金属箱体的绝缘性能,对保持特殊防爆型蓄电池电源装置的防爆安全性能十分重要。
这里简单地讨论一下金属箱体的防爆正压柜的静电喷塑方法和质量检验方法。
一、防爆正压柜的静电喷塑的工艺方法
金属结构件防爆正压柜的静电喷塑处理的步骤包括金属结构件的表面预处理和静电喷涂。
1.金属结构件的表面预处理
所谓“金属结构件表面预处理”,就是采用适当的方法除去工件金属表面上可能存在的油污和锈蚀,并对这些表面进行磷化处理,以便涂料在静电场的作用下很好地粘附在它上面的一种综合过程。
特殊防爆型蓄电池电源装置的金属箱体包括箱体和箱盖。它们的内、外表面都必须很好地被绝缘层覆盖,因而在喷涂之前必须进行这样的表面预处理。
(1)金属焊接件的清理
金属焊接件焊接完成后必须进行焊缝清渣,并检查焊缝的焊接质量。
对于特殊防爆型蓄电池电源装置的箱体和箱盖焊接后,人们应该认真地检查所有焊缝,不得存在虚焊、断焊、焊不透等缺陷。若箱体中设置隔板时,则隔板应该焊接在箱体的围板上,或同时焊接在它的底板上。
在生产实践中已经多次发现,由于焊接时的缺陷和箱体结构不合理,喷塑涂层无法完全覆盖金属表面(包括焊缝金属),例如,箱体中的隔板没有与底板焊在一起,隔板的下断面无法清理和喷塑,因而,在防爆检验时,绝缘电阻达不到标准的要求。这一点应该引起人们足够的注意。
(2)表面除污处理
在焊接焊缝清理之后,金属结构件表面必须进行表面除污处理。除污处理的方法有多种,这里简单地介绍一下浸渍处理法。
所谓“浸渍处理法”,是一种将工件放置在含有除污液的除污池中除去油污和锈蚀的方法。这种方法通常有两道工序:工件除污和工件清洗。
1)工件除污
由于除污液配方不同,有不同的除污方法。例如以下两种:
①方法(一):酸液除污
在除污池中配制如下酸性溶液:
盐酸-水溶液,盐酸含量40%(质量分数)。
溶液温度为常温。
工件浸渍历时3—4h。
②方法(二):碱液除污
在除污池中配制如下碱性溶液:
碱-水溶液,碱含量为:氢氧化钠4%(质量分数)、磷酸钠4%(质量分数)、磷酸三钠4%(质量分数);OP一10乳化液0.3%(质量分数)。
溶液温度约为90℃。
工件浸渍历时5~10rain。
2)工件清洗
为避免已除污工件发生氧化和除去工件上残留的除污液,工件从除污池中取出后应该尽快地放入清水池中清洗。
人们可以使用pH试纸检验清洗质量:清洗后的工件不应该显示酸性或碱性。
当然,除浸渍处理法外,人们还可以使用抛丸处理法等方法。人们应该根据自身的具体情况进行合适的选择。
(3)表面磷化处理
经过除污处理的工件,应该尽快地进行表面磷化处理。
磷化处理是在磷化剂的作用下使金属表面生成一层磷酸盐保护膜,防止金属表面(银灰色)同空气中的氧发生氧化反应生成锈斑的一种表面处理过程。
在磷化槽中配制磷化液:磷化剂.水溶液,磷化剂含量为2.5%一3.0%(质量分数),氢氧化钠含量约为0.1%(质量分数)。
将工件沉没在磷化液中,历时20一30min。
经过磷化处理后的工件从磷化槽取出后,可以在常温下自然晾干,也可以吹风风干。
2.金属结构件防爆正压柜的静电喷塑的工艺方法
(1)喷涂材料
对于特殊防爆型蓄电池电源装置,静电喷涂所使用的材料大多为环氧树脂型绝缘粉末。这是一种以环氧树脂为主要材料和其他高分子辅料混合制成的粉状物料。它具有很好的绝缘性能、耐蚀性能和抗冲击性能。
环氧树脂塑绝缘粉末的颗粒粒度不应该大于1001xm;所需加热固化温度为180-200度,历时15~30min。
(2)工艺方法
防爆正压柜的静电喷塑通常分为以下工序:
1)工件预烘
经过磷化处理后的工件放置在烘炉中进行加热预烘,提高工件温度并除去工件上残留的水分,以利于喷粉时粉末附着。
预烘温度为(180±2)℃。
预烘历时约20min。
2)静电喷粉
待用粉末应该是干燥、无杂质的优质绝缘粉末。
使用防爆正压柜的静电喷塑机将粉末均匀地喷涂在工件表面上。
在喷粉时应该注意:
①喷塑机的粉末出口(喷枪口)与工件要保持一定的距离,不要太近,一般为150-200mm。
②所用的气源压力基本上保持在0.45MPa左右。
③所有喷涂设备(包括工件金属托架)都应该良好接地。
3)加热固化
将已喷涂的工件放置在烘炉中加热,使粉末在工件表面熔化、流平、固化。
加热温度为180~1900C。
加热时间为15~30min。
4)静置降温
在加热固化完成后,关断烘炉电源(电阻加热式烘炉),让工件在烘炉内自然降温冷却。
这里需要指出的是,加热固化完成后不可立即取出工件,否则会造成喷塑涂层出现龟裂,尤其是在环境温度低的情况下。
3.防爆正压柜的静电喷塑工件可能出现的缺陷和处理方法
在某些情况下,防爆正压柜的静电喷塑工件可能会出现一些缺陷,例如表面涂层局部或大面积脱落、表面不光滑以及表面有细小颗粒等。这里对于这些缺陷可能发生的原因和消除的方法简单分析如下。
(1)表面涂层脱落
工件表面涂层发生局部或大面积脱落的主要原因可能是,工件的预处理不彻底,工件上残留油污和(或)锈斑,以及除污后磷化处理不当,磷化膜不均匀;或者加热固化温度太低,无法使粉末完全熔融。
根据这些原因,人们应该认真检查预处理工序存在的问题,采取适当措施予以纠正。适当地调整、提高加热固化温度。
(2)表面不光滑
工件表面涂层不光滑的主要原因可能是,加热固化温度太低或固化时间太短,致使粉末熔化不充分,无法很好流平;或者涂层厚度不均匀,导致粉末熔化时流平不均匀。
根据这些原因,人们应该提高加热固化温度,并延长固化时间;掌控喷枪匀速移动,尽可能使涂层厚度均匀。
(3)表面有颗粒
工件表面涂层有颗粒的主要原因可能是,粉末原料不纯正,含有微小固体颗粒杂质,或者使用回收的喷粉中含有颗粒杂质。
根据这些原因,人们应该选用优质喷涂粉末,认真处理回收喷粉,达到喷粉的粒度要求和品质纯正。
这里列出的缺陷只是常见的,在生产实践中可能还会遇到一些其他的,人们应该根据防爆正压柜的静电喷塑过程中的工艺要求采取相应的措施给予处理。在实际作业中,人们常常先使用试验样品完成整个喷塑工艺过程的调整后再进行产品喷涂,这样就可以避免产品出现不必要的缺陷,保证产品质量,加快生产进度。
二、防爆正压柜的静电喷塑的质量检验
根据工件的用途和特征,防爆正压柜的静电喷塑涂层的质量检验是各不相同的。对于特殊防爆型蓄电池电源装置来说,GB 19854--2005《爆炸性环境用工业车辆防爆技术通则》提出了如下的检验方法。
1.质量要求
经过喷塑绝缘处理的特殊防爆型蓄电池电源装置的金属箱体和箱盖,必须保证在它的整个运行期间具有良好的绝缘性能。
这样的质量要求隐含两种质量指标:绝缘电阻和涂层附着力。
2.检验方法
特殊防爆型蓄电池电源装置防爆正压柜的静电喷塑的质量检验包括两项试验:蓄电池箱绝缘电阻检验和喷塑涂层冲击试验。
事实上,喷塑涂层冲击试验是绝缘性能检验的一种间接检验方法。假若涂层附着力不强,冲击时发生脱落,基体金属必然暴露,那么绝缘性能自然下降。试验实践证明了这一点。
(1)蓄电池箱绝缘电阻检验
在检验时,试验人员应该在蓄电池箱内注入日常生活用水,用500V级兆欧表进行测量,表笔的一端插入水中,另一端触及在蓄电池箱的金属上。试验装置如图2所示。
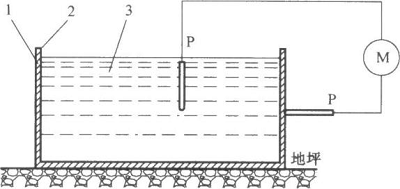
图2蓄电池箱绝缘电阻检测装置示意图
1-蓄电池箱金属箱体;2-绝缘覆盖层(喷塑涂层);3-水;P-兆欧表表笔;M-兆欧表(500V级)
通常认为,检验测得的绝缘电阻值不应该小于5MI)。
(2)喷塑涂层冲击试验
喷塑涂层冲击试验采用试验重锤自由落下沿法线方向冲击试样的方法进行。
试验重锤由锤体和锤头组成。锤头由淬火钢制成,端部为半球形,直径为25ram。
冲击能量为75J。
坠落高度(h)由下式导出
h = E/mg
式中E — 冲击能量(J);
m — 试验重锤质量(kg);
g — 重力加速度(m/s2),在试验时采用g=10m/s2。
在试验时,试验样品放置在平坦的水泥平台上,对被试平面的5个不同部位各冲击1次。对于电源装置的箱体和箱盖,被试平面数量由试验人员确定,但每一个平面的冲击次数不得少于5次。
试验样品在冲击后涂层不得出现裂纹、脱落及基体金属裸露等质量缺陷。
至于其他用途的防爆正压柜的静电喷塑质量检验,读者如有需要,请自行查阅有关标准和相关文献,这里没必要进行过多的讨论。