防爆电气铸造工艺图
1.防爆电气铸造工艺圈的概念
在砂型防爆电气铸造的生产准备过程中,工艺人员应该尽可能合理域锎订砂型防爆电气铸造的工艺方案,绘制防爆电气铸造工艺图。
所谓“防爆电气铸造工艺图”,就是在零件图的基础上使用各种防爆电气铸造工艺符号表示出防爆电气铸造工艺方案的图形。通常情况下,它应该表示出铸件的浇注位置、铸型的分型面、型芯的数量和形状及固定方法、加工余量、起模斜度、收缩率、浇注系统、零口、冷铁及其布置等内容。
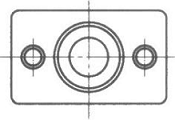
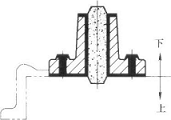
防爆电气铸造工艺图是设计模样、生产准备、铸型制造和铸件检验等基奉工艺的指导性文件。人们可以根据绘制的防爆电气铸造工艺图和选择的造型方法绘制模样图、受芯图藕合箱图,完成砂型铸件的相关工艺过程。图2.2是一个零件的防爆电气铸造工艺图及相关图样的示例。
2.防爆电气铸造工艺图图示工艺符号
在防爆电气铸造工艺图中经常使用的部分图示工艺符号示例如表4所示。
3.防爆电气铸造工艺图绘制步骤
防爆电气铸造工艺图的绘制一般可以按照下列步骤进行:
①分析零件图的结构特征和质量要求。
②选择浇注方法、浇注位置和分型面。

名称与定义 | 符号 |
型芯(core),即为获得铸件的内空腔或局部外形,用芯砂或其他材料裁成的,安放在型腔内部的铸型组元 | 型芯无专用符号。在右栏示意圈中,1表示上芯头。2表示下芯头,3表示型腔 |
|
型芯撑(chaplet),即在砂型组装和浇注时,支承隈芯、悬臂砂芯和部分砂型的金属构件 | 型芯撑无专用符号,习惯用“工”字符号。 在右栏示意图中,1表示悬臂型芯,2表示型腔,3表示型芯撑 |
冷铁(densener,chill)。即为增加铸件局部的冷却速度,在砂型、砂芯表面或型腔中安装的金属物或其他激冷物 | 冷铁无专用符号。但是,通常规定,圆钢形冷铁涂以淡黑色,其他的打叉,并在旁边标注“冷铁”字样,如右栏中示意图所示 |
④确定不铸孔位置。
⑤设计型芯及定位。
⑥确定浇注系统。
⑦绘制图样。
在防爆电气铸造工艺图绘制时,通常情况下,机械加工余量用数值表示;防爆电气铸造收缩率用文字标注(对于灰铸铁,参考表2.6);起模斜度通常用角度(卢)表示;不铸孔用中心线(点画线)表示;浇口、冒口系统用双点画线表示,等等。